Испытать
наш инструмент

Испытать
наш инструмент
Заказать
обратный звонок
Думаю, никто из читателей не будет оспаривать тот факт что, покупая современный высокопроизводительный и высокоскоростной обрабатывающий центр, оснастку на нем нужно использовать тоже современную высокопроизводительную и высокоскоростную. Именно о такой оснастке пойдет речь в данной статье, а точнее о вполне конкретной компании-производителе оснастки D’ANDREA (Италия).
Компания D’ANDREA (Италия) является исключительно производителем, исключительно оснастки. Известна в мире начиная с 1951 года. На рынке Украины официально открылось представительство в 2004 г. в лице нашей фирмы - ООО «Империя металлов» именно благодаря заключению этого договора на Украине появилась организация, которая вплотную занимается комплектацией современных импортных и отечественных обрабатывающих центров.
Рассмотрим подробнее возможности и особенности станочной оснастки этой фирмы.
MODULHARD’ANDREA (MHD’)
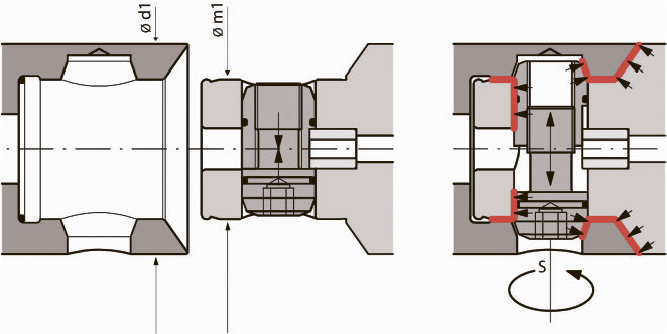
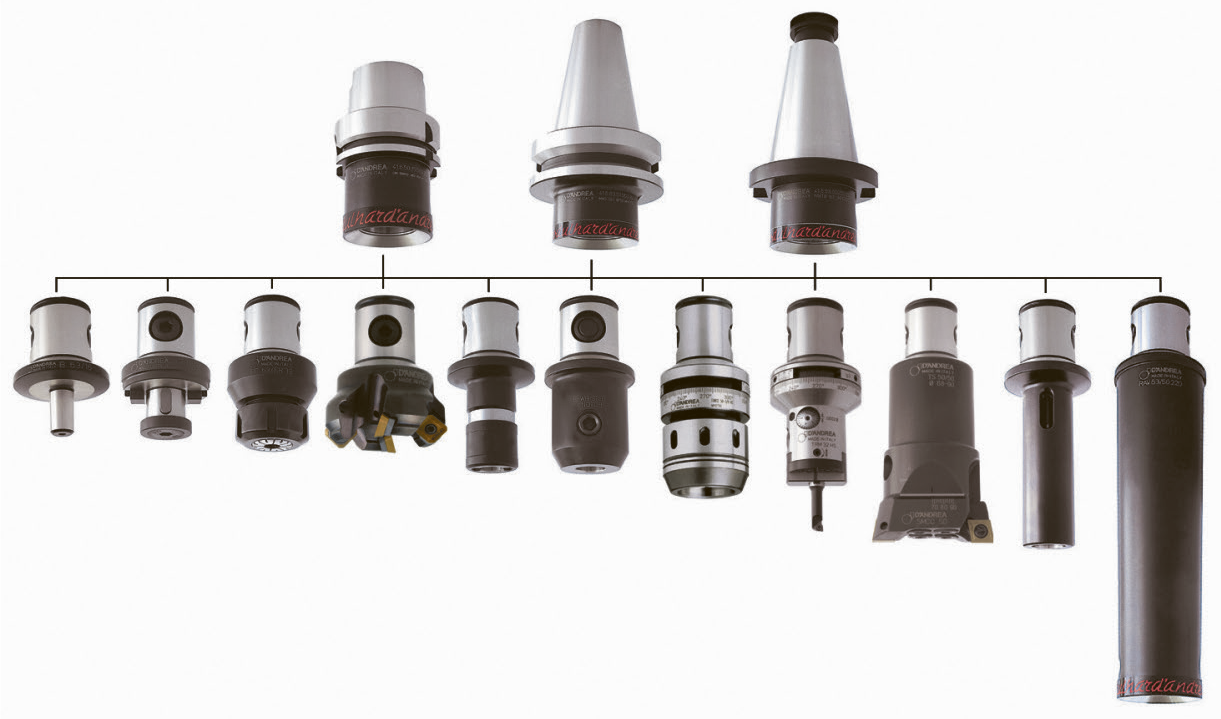
Мы назвали серию этой оснастки – модульная система сопряжения инструмента. Суть ее заключается в том, что оправки этой системы имеют цилиндрическо-коническое соединение и радиальный разжимной винт (рис. 4) и при помощи этого соединяется целый ряд оснастки входящей в серию MHD’ (рис. 5). Как видно из рисунка в перечень присоединяемых элементов входят (слева направо): оправка для крепления сверлильного патрона; оправка для насадных фрез; цанговый патрон; насадные фрезы с СМП; резьбонарезной патрон; патрон с зажимом Велдона; силовой патрон; расточные системы; патрон под конус Морзе; различные переходники и удлинители (включая твердосплавные и виброгасящие).
Особенностью этой системы является высокая точность и жесткость как отдельно взятого патрона, так и всей системы в целом, так например, при соединении до трех и более единиц системы MHD’ радиальное на последнем узле не будет превышать 0,002 мм + биение шпинделя станка. Причем, учитывая то, что система зажима цилиндрическо-коническая за счет этого обеспечивается долговечность данных изделий, даже при износе оправок точность остается достаточно высокой. Все компоненты, используемые в системе имеют внутренние каналы подвода СОЖ.
Система MHD’ позволяет задавать очень узкие поля допусков и получать высочайшую степень чистоты обрабатываемых поверхностей.
Особо часто система (MHD’) используется для крепления расточных систем D’ANDREA
РАСТОЧНЫЕ СИТЕМЫ D’ANDREA
Компания производит:
Рассмотрим более подробно каждый тип расточных систем
Типы:
- Микрометрические расточные системы типа TRMи TRC.
- Двурезцовые черновые расточные системы
- Двурезцовые комбинированные расточные системы TRD
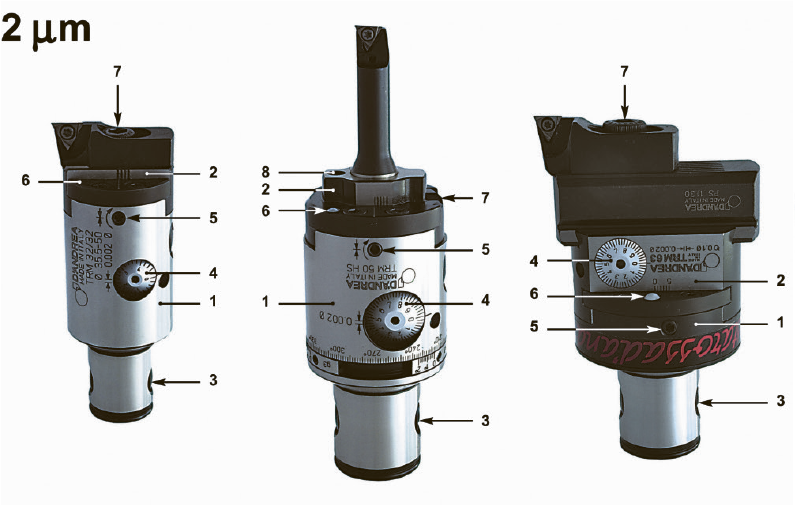
Микрометрические расточные системы типа TRMи TRC - расточные чистовые головки выполняют обработку по классу точности IT6 с исключительной чистотой поверхности.
Это, пожалуй, самый распространенный тип расточных систем, востребованных в машиностроении. Компоненты: 1 - корпус, 2 - салазки, 3 - радиальный разжимной винт MHD’, 4 – микрометрический лимб (цена деления 0,002 мм), 5 – стопорный винт, 6 - выход канала СОЖ, 7 – винт крепления резца, 8 – отверстие для смазки.
Головка устанавливается в хвостовик MHD’, конус которого соответствует оборудованию заказчика, салазки (2) позволяют осуществлять перемещение на 4 мм, поворотом лимба (4) против часовой стрелки. Эти головки очень чувствительны и радиальная коррекция в 1 микрон может быть осуществлена прямо на станке и легко считана с лимба.

Серия головок TRMи TRC позволяют производить высокоточные расточные операции на диаметрах от 2,5 до 1100 мм. Глубина растачивания может достигать 280 мм и выше. Точность 0,003 мм. Устанавливаются, при помощи переходных хвостовиков, в любой тип станка. Выпускаются с регулировкой по шкале Нониуса, микрометрической шкале или при помощи цифрового индикатора.
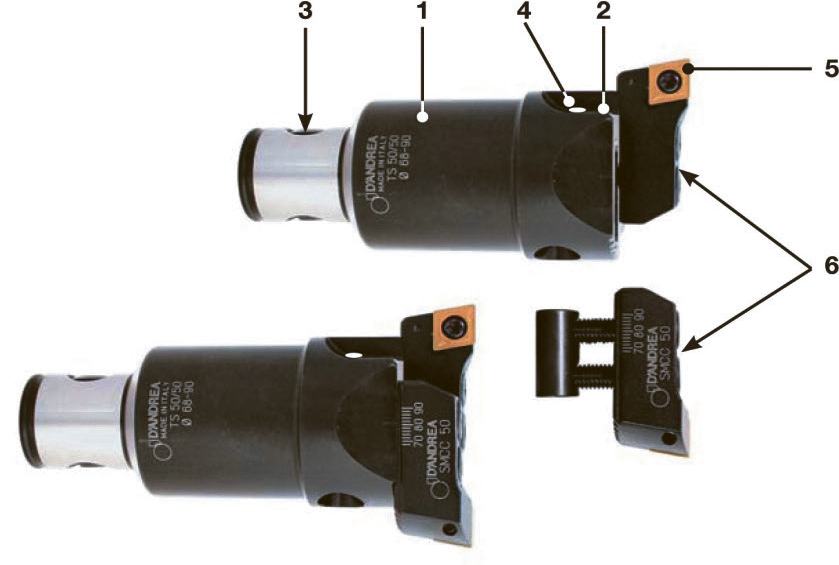
Двурезцовые черновые расточные системы TS – расточные системы, предназначенные для черновой расточки изделий диаметром от 18 до 200 мм. Данные системы очень просты и стабильны благодаря зубчатым соединениям между кассетой головки и самой головкой, а также неизменному расстоянию между винтом кассеты и режущей кромкой. 1 - корпус, 2 – регулировочный винт, 3 - радиальный разжимной винт MHD’, 4 – отверстие выхода СОЖ, 5 - кассета (резец с СМП), 6 – винт зажима инструмента.
Установка режущих кромок в радиальном направлении проводится на специальном оборудовании.
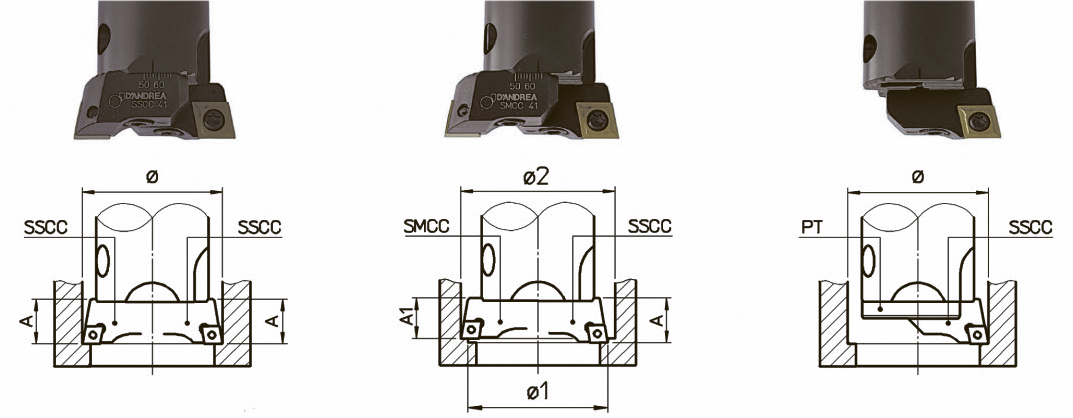
Расточные головки с двумя кассетами предназначены для черновых операций с большим съемом припуска. Они могут использоваться 3-мя способами:
- две кассеты установлены в одной плоскости с одинаковым радиальным вылетом (рис. …) – для черновых операций с большим значением подачи;
- на головке установлены разные кассеты SMCCи SCCC (рис. 7 б), размер “A” на кассете SMCC на 0,2-0,3 мм меньше чем на SCCC – для черновых операций с большой глубиной резания;
- с одной кассетой (рис. 7 в)– для черновых операций с обычным съемом припуска.
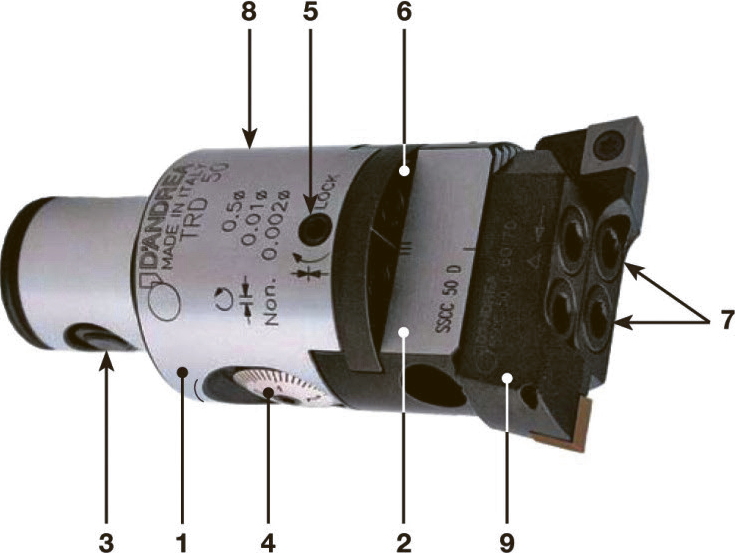
Двурезцовые комбинированные расточные системы TRD – позволяют осуществлять комбинированные операции высокой точности, как черновые так и чистовые, благодаря жесткости и чувствительности механизма салазок, который позволяет достигать радиальной коррекции в 5 микрон. Корректировка может быть осуществлена прямо на станке и считана по шкале Нониуса. Основным преимуществом головок TRD является независимая предварительная регулировка кассет, установленных на салазках, которая позволяет осуществлять черновые и чистовые операции.
1- корпус,
2 – салазки,
3 – радиальный разжимной винт MHD’,
4 – шкала Нониуса,
5 – зажимной винт салазок,
6 – Отверстие выхода СОЖ,
7 – зажимные винты инструмента,
8 – масленка,
9 – кассета.
Компания D’ANDREA выпускает широкий спектр дополнительных комплектующих для расточных систем, так в зависимости от задач можно выбрать по каталогу удлиненный резец или другую деталь для получения необходимых размеров в осевом или радиальном направлении.
На рисунке показаны эскизы узлов для расточки больших диаметров до 802 мм, для операций обратного растачивания, а также узел для расточки больших диаметров с головкой с микрометрическим лимбом. Для удобства покупателей основные расточные узлы поставляются в комплектах, предназначенных под обработку определенных диаметров.
Наименьший набор, в котором имеются все детали для сборки узла, предназначен для обработки от 2,5 до 12 мм, наибольший - от 6 до 220 мм.
ЧПУ УПРАВЛЯЕМЫЕ РАСТОЧНЫЕ СИСТЕМЫ.
Типы:
- TA-CENTER
- TA-TRONIC
- U-TRONIC
- U-COMAX


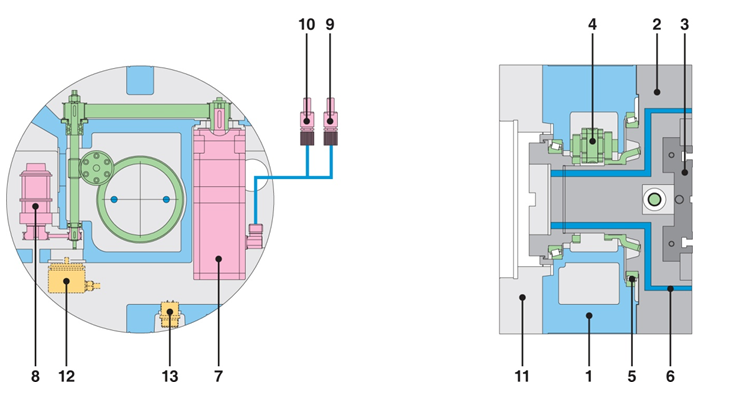
TA-CENTER- торцевые и расточные головки TA-CENTER созданы для использования на станках с автоматической сменой инструмента, то есть практически во всех современных обрабатывающих центрах. Управление подачей, салазками и определение положения инструмента, даже во время вращения, находится под контролем привода U-DRIVE. Управляется непосредственно осью под названием "U" ЧПУ обрабатывающего центра. Обрабатывающий центр, организованный таким образом, позволяет разрешить целый ряд различных процессов обработки, таких как внутренние и внешние токарные работы, канавки, коническое, а также переменное растачивание, выпуклые и вогнутые радиусы, цилиндрическая и коническая резьба, фонографический фланец и сферическую обработку.
Применение на станках, на которых отсутствует возможность подключения к ЧПУ станка, может быть осуществлено путем управления двигателем привода U-DRIVE с практичным, простым и экономичным блоком управления U-CONTROL с беспроводным дистанционным управлением. Этот блок управления может быть подключен к функции М управления станка и может получать сигналы запуска различных операций, запрограммированных на пульте дистанционного управления. Правда, возможности обработки, при такой схеме, несколько ограничены по сравнению с управлением от ЧПУ станка, например: на станках с U-CONTROL нет возможности выполнять сферическую обработку.
1 – неподвижный корпус,
2 – вращающийся корпус,
3 – салазки резцедержателя,
4 - хвостовик,
5 – противовесы для балансировки,
6 – крепление MHD,
7 – сопла подачи СОЖ,
8 – направляющее кольцо,
9 – стопорный штифт,
10 – коробка привода «А»,
11 – устройство ручного вращения,
12 – корпус привода U-DRIVE,
13 – сервомотор,
14 – механическое устройство для автоматического подключения к приводу TA-CENTER,
15 – отверстие подачи воздуха для очистки привода.
Преимуществом является возможность крепления привода U-DRIVE на станок в различных положениях, в зависимости от конструктивных особенностей станка, формы заготовки, а также требуемых задач по механической обработке. Например: горизонтально, горизонтально на 90°, вертикально. Главное чтобы привод был установлен на обрабатывающем центре в правильном положении рядом со шпинделем с тем, чтобы обеспечить механическое соединение с головкой TA-CENTER. Выпускаются в пяти моделях Ø 80 100, 125, 160 и 200 мм.

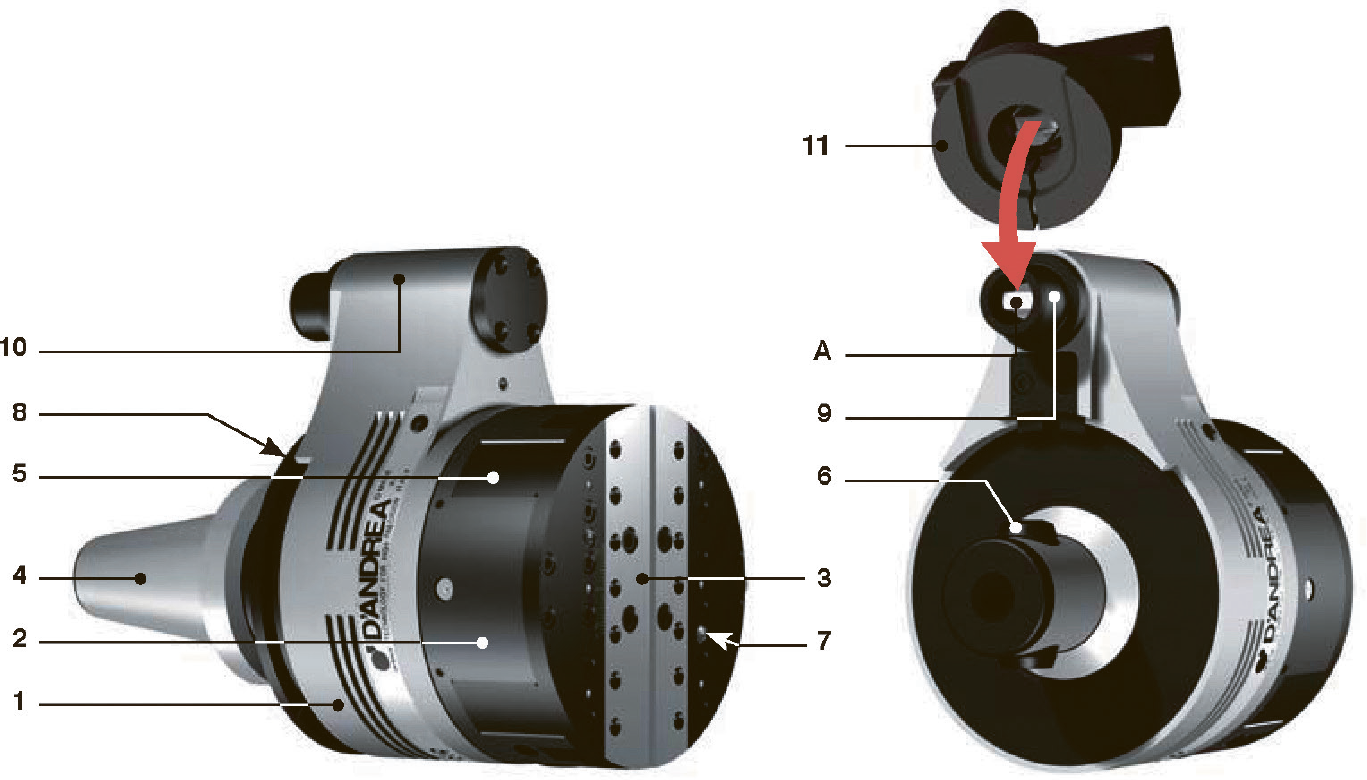
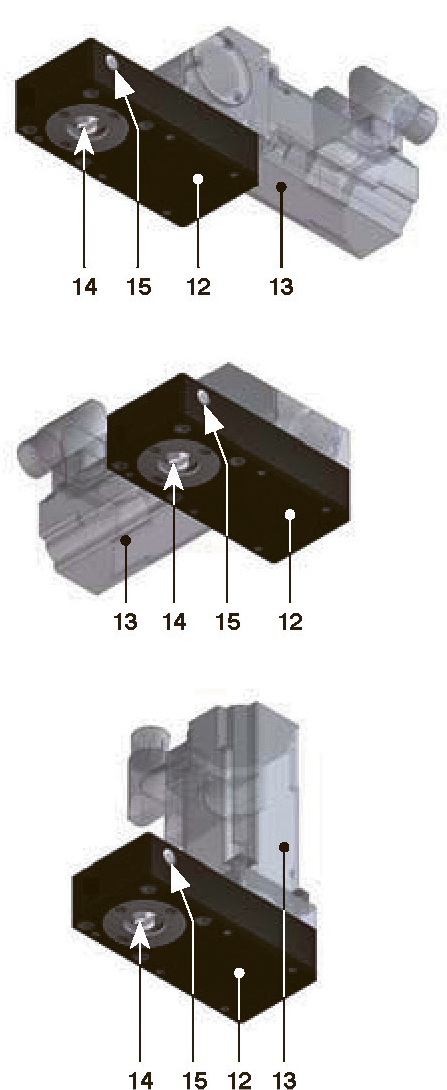
TA-TRONIC. Расточные и торцевые головки TA-TRONIC применяются вручную или автоматически на малых расточных станках, обрабатывающих центрах и специальных станках. Отличительной особенностью привода TA-TRONIC, является стационарное крепление привода U-DRIVE, жестко закрепленного вместе с головкой TA-TRONIC.
Это, в свою очередь, исключает возможность применения на станках с автоматической сменой инструмента. Соединение со шпинделем станка осуществляется с помощью конуса вращения подвижной части и фланца для крепления неподвижной части на шпинделе. Для менее тяжелых операций можно использовать простой анти-поворотный штифт.
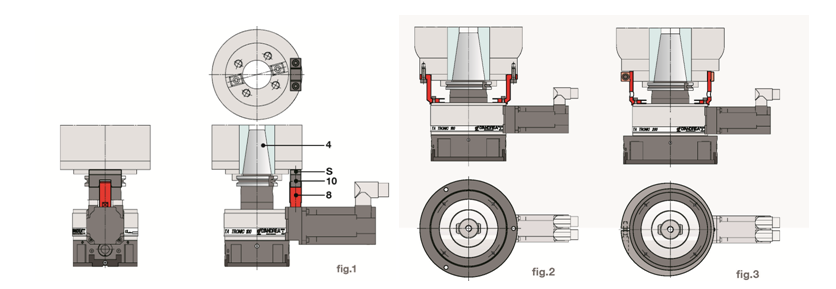
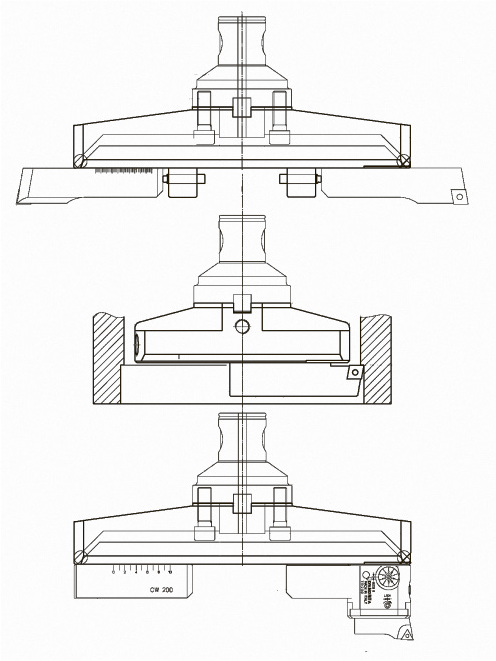
TA-TRONIC устанавливается на станок при помощи стандартного конуса ISO (4). Противовращательный штифт (8) устанавливается во вкладыш (10), который жестко закреплен на корпусе станка, это предотвращает вращение неподвижного корпуса TA-TRONIC. Этот вкладыш необходимо установить на неподвижной части вокруг шпинделя, регулируя высоту с помощью прокладки S. Для тяжелой обработки целесообразно применение фланца для соединения TA-TRONIC с головной частью станка. Такой вариант рекомендован для крепления головок TA-TRONIC 160 и 200. Тип используемого фланца зависит от модели станка и может быть легко изготовлен клиентом или поставлен компанией D’ANDREA.
В остальном, функционально, система TA-TRONIC, соответствует системе TA-CENTER. Дает возможность обрабатывать такие же формы поверхностей. Также может устанавливать на станок 2-мя способами: при помощи оси «U» ЧПУ станка или при помощи блока управления – KITU-CONTROLWIRELESS. Выпускаются в четырех моделях Ø 100, 125, 160 и 200 мм.
Охлаждающая жидкость, в головках серий TA, выходит из двух регулируемых сопл, расположенных рядом с салазками после пересечения конуса и вращающейся части головки. Это преимущество обеспечивает большую стойкость пластины, большую скорость резания и получение лучшего качества обрабатываемой поверхности. Внутренний подвод СОЖ не вредит механизму головки TA, внутренние каналы которого плотно изолированы уплотнительным кольцом. Не рекомендуется превышать давление более чем 40.
Головки TA спроектированы с двумя противовесами для автоматической балансировки, которые движутся в направлении, противоположном салазкам, позволяя работать на высоких оборотах без ощутимых колебаний.
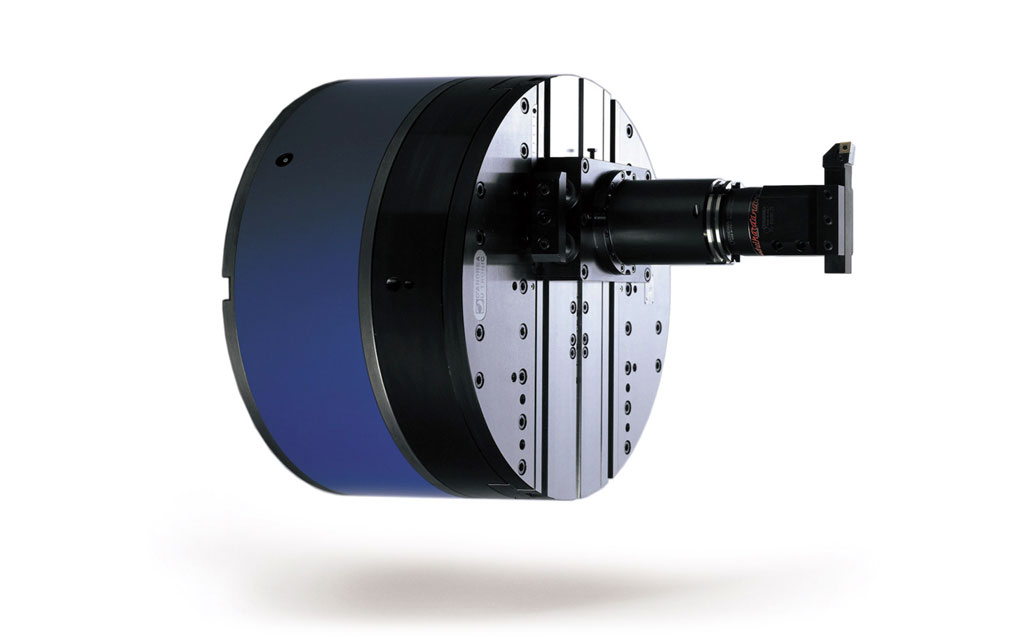 U-TRONIC. Данная серия расточных головок предназначена уже для средних и больших размеров обрабатываемых изделий. В таких головках, вращение передается от шпинделя станка, а радиальное перемещение салазок осуществляется от сервомотора, расположенного внутри головки. Это предполагает наличие дополнительной оси в станке, а также достаточно сложную схему подключения. Поэтому подготовку к установке такой системы на станок необходимо производить уже на этапе изготовления станка. Подключенные к ЧПУ станка позволяют выполнять любой вид токарных работ, цилиндрическое и коническое растачивание, торцевание, нарезание резьбы, обработку радиусов и сфер с интерполяцией с другими осями станка. Управление станками, которые не предполагают подключение к ЧПУ, может быть осуществлено с помощью специального блока управления с беспроводным пультом дистанционного управления. Применяются вручную или автоматически, на расточных станках, обрабатывающих центрах и специальных станках. Выпускаются в 6-ти моделях от 360 до 1000 мм, все с внутренним подводом СОЖ.
U-TRONIC. Данная серия расточных головок предназначена уже для средних и больших размеров обрабатываемых изделий. В таких головках, вращение передается от шпинделя станка, а радиальное перемещение салазок осуществляется от сервомотора, расположенного внутри головки. Это предполагает наличие дополнительной оси в станке, а также достаточно сложную схему подключения. Поэтому подготовку к установке такой системы на станок необходимо производить уже на этапе изготовления станка. Подключенные к ЧПУ станка позволяют выполнять любой вид токарных работ, цилиндрическое и коническое растачивание, торцевание, нарезание резьбы, обработку радиусов и сфер с интерполяцией с другими осями станка. Управление станками, которые не предполагают подключение к ЧПУ, может быть осуществлено с помощью специального блока управления с беспроводным пультом дистанционного управления. Применяются вручную или автоматически, на расточных станках, обрабатывающих центрах и специальных станках. Выпускаются в 6-ти моделях от 360 до 1000 мм, все с внутренним подводом СОЖ.
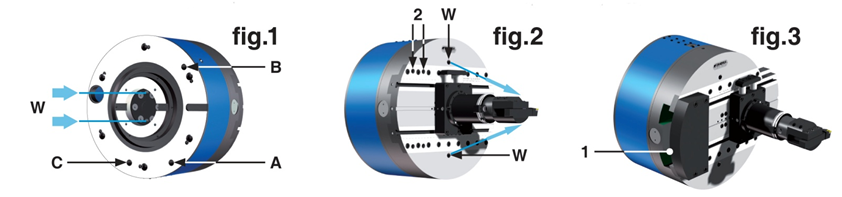
В головках U-TRONIC предусмотрены каналы (W), предназначенные для подачи охлаждающей жидкости от шпинделя станка для двух отверстий с резьбой, расположенных сбоку от салазок. В эти отверстия можно навинтить гибкие трубки и подавать СОЖ непосредственно на резец. Для того чтобы жидкость и пыль не попали в двигатель, преобразователь сигналов и концевой выключатель предусмотрено отверстие (A) диаметром 8,5 мм, для создания давления внутри вращающего корпуса, путем подачи воздуха с давление 0,5-1 Бар. Другое отверстие (B) предусмотрено для автоматической подачи консистентной смазки внутрь U-TRONIC. Для автоматической смазки направляющих скольжения и ходового винта салазок резцедержателя, которые находятся во вращающейся части корпуса головки U-TRONIC, под заказ головка может быть оборудована отверстием (С) для подачи распыленного масла под давлением 0,5-1 Бар.
1 - неподвижный корпус, 2 – вращающийся корпус, 3 – салазки резцедержателя, 4 – кинематическая цепь, 5 – подшипники, 6 – каналы СОЖ, 7 – сервомотор, 8 – концевые микровыключатели, 9, 10 – ответная часть разъема (не закреплена), 11- фланец, 12 – датчик положения (энкодер) (по запросу), 13 – разъемы для датчика положения и концевого выключателя (опция).
U-TRONIC устанавливается вручную или автоматически с помощью фланца для крепления к станку и пластины для вращения вращающего тела. U-TRONIC также может быть оснащен патроном с автоматической сменой инструмента, который крепится на салазках для достижения полной автоматизации.
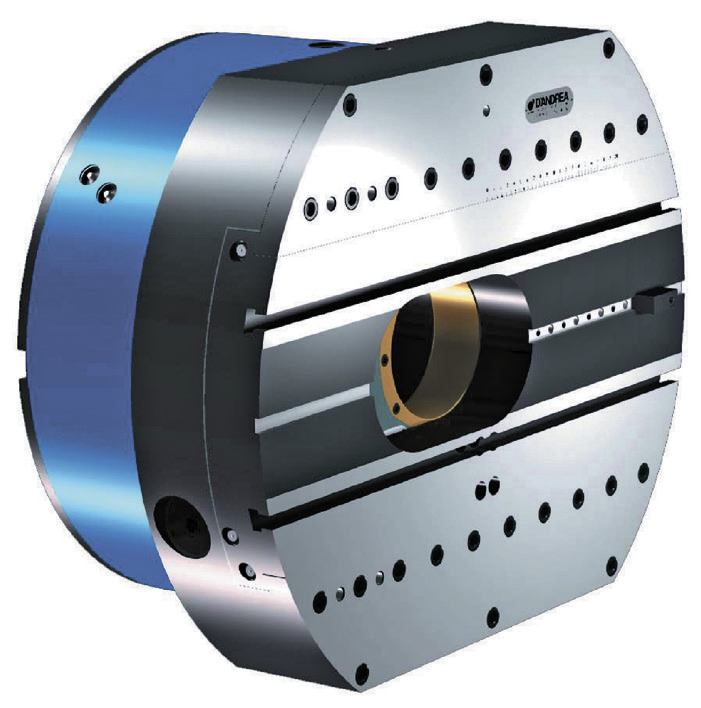
U-TRONICHOLE. Большим сегментом применяемости головок U-TRONIC является установка на горизонтально расточных станках различных моделей. В станках такого типа, как правило, расположен выдвигающийся шпиндель с перемещением по оси W. Чтобы можно было одновременно пользоваться выдвигающимся шпинделем и расточной головкой U-TRONIC, компания D’ANDREAвыпускает модификацию головки - U-TRONICHOLE. В центре этой головки располагается отверстие для выхода шпинделя, диаметром 131 мм, что позволяет применить данную опцию для большинства производимых станков. В остальном устройство и принцип работы такие же как U-TRONIC.
U-COMAX. Это головки с осевым контролем, предназначенные для использования на агрегатных и специальных станках. Контроль за подачей салазок держателя во время вращения управляется с помощь привода U-DRIVE, установленного за шпинделем и осуществляется непосредственно от ЧПУ станка. Предполагается установка данной системы уже на этапе проектирования станка. Привод U-DRIVE для головок U-COMAX устанавливается за шпинделем станка, управляется осью ЧПУ и механически подсоединен к приводу головок U-COMAX с трансмиссионным валом, который пересекает шпиндель станка. Привод U-DRIVE может принимать различные конфигурации в зависимости от назначения и конструкции станка.

AUTORADIAL. Торцовочные расточные головки с автоматической радиальной подачей и быстрым возвратом салазок без остановки или реверса шпинделя станка. Варьирование подачей осуществляется при помощи взаимозаменяемых блоков передач. С их помощью могут быть установлены следующие величины подач: 0,05; 0,10; 0,20; 0,30; 0,40; 0,60 мм/об. Быстрый возврат салазок – 0,8 мм/об.
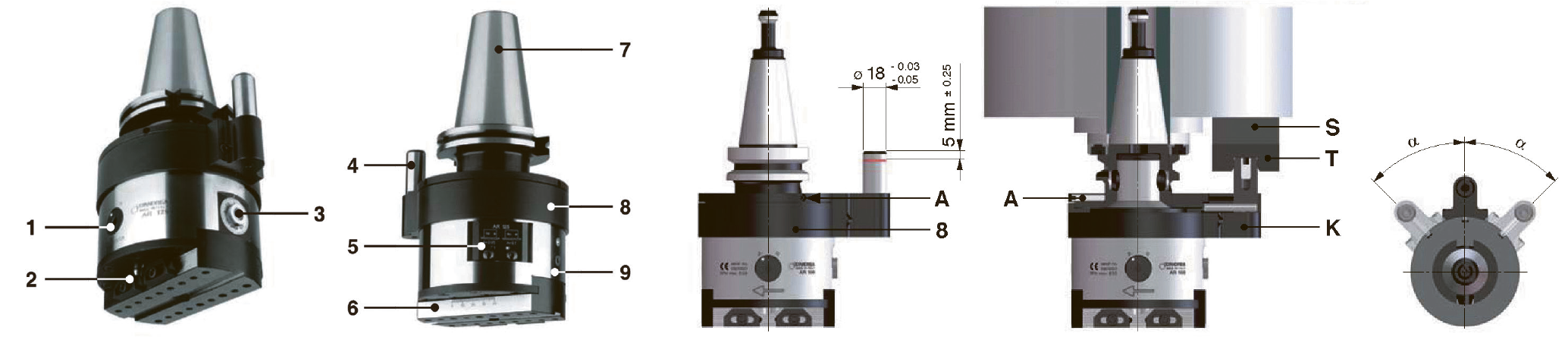
Хвостовик (7) устанавливает в шпиндель станка при помощи стандартного конуса ISO, конус соединяется с неподвижной часть головки AUTORADIAL (8) при помощи системы MHD, на фланце головки (8) находится стопорный штифт диаметром 18 мм, который входит в зацепление с вилкой Т, из комплекта K-CN (K), Фиксатор (Т) из комплекта K-CN (K) устанавливается фиксировано на шпиндель станка в соответствии с указанными допусками. Подача осуществляется путем удержания фланца (8), во время вращения шпинделя. В случае если ход стопорного штифта (4) равен 5 мм ±0,25 мм, то необходимо отрегулировать положение вилки (Т) с помощью прокладки S. Регулирование угла α является произвольным и осуществляется путем ослабления 3-х винтов, поворота фланца (8) на нужный угол и фиксацией винтов.
Перед началом работы нужно установить блок подач с требуемой величиной. Ослабить винты (1), удалить блок (5), поместить новый блок (5), смазанный маслом ISO-UNI, типа XM2, затянуть винты. Головки AUTORADIAL могут использоваться на обрабатывающих центрах и станках с ЧПУ, а также на станках без использования специального электронного интерфейса и могут автоматически выполнять рабочий цикл следующих операций:
- торцевание,
- обратное торцевание,
- проточка внутренних и наружных канавок для пружинных прокладок,
- спиральное резание на фланцах
Цикл состоит из рабочей подачи и быстрого возврата салазок без остановки шпинделя или реверса станка. Для возврата к началу цикла, просто включите реверс шпинделя на несколько оборотов.

MONOFORSE – высокоточные силовые патроны . Предназначены для преимущественно черновых операций, где снимается много металла. Данные оправки имею толстые стенки, и комплектуются усиленными трехлепестковыми цангами. Их применение позволяет работать фрезами диаметром до 32 мм, обеспечивают жесткость всей системы СПИД (станок-приспособление-инструмент-деталь) и их применение обойдется дешевле, чем применение оправок с зажимом Велдона.
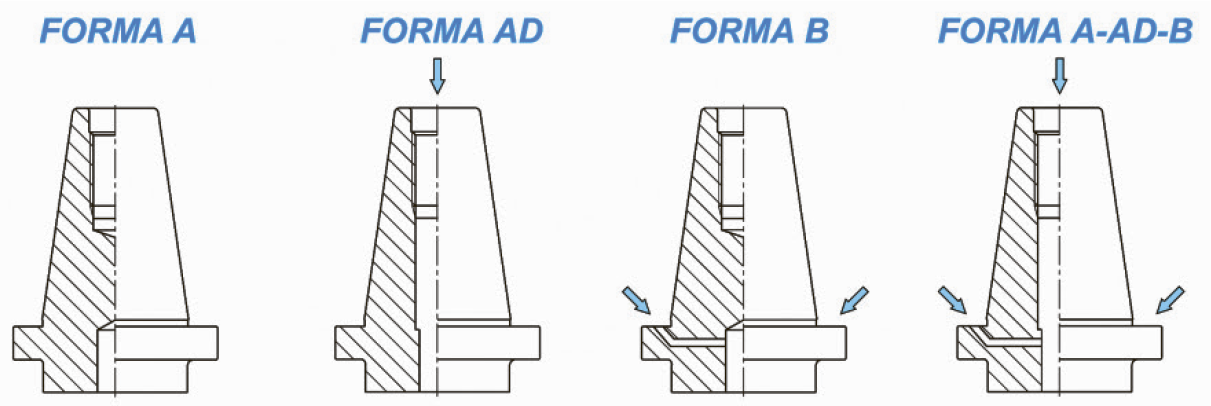
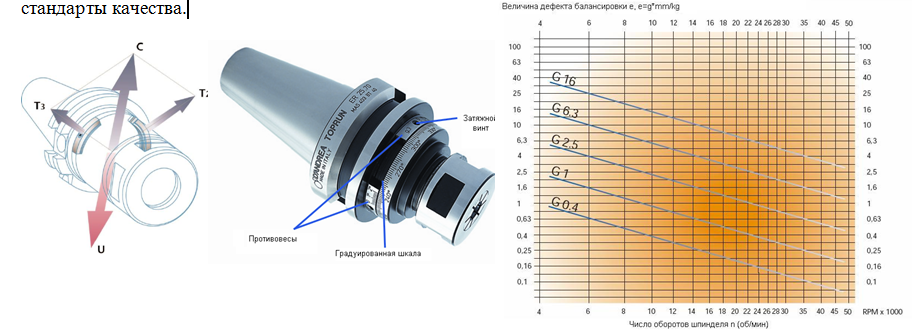
MONOd’. Будет несправедливо если у заказчика сложится мнение что D’ANDREA производит только специфическую оснастку, подходящую только выполнения узкоспециализированных задач. По опыту продаж ООО «Империя металлов» 60% импортируемой продукции составляет стандартная оснастка серии MONOd’, такая как цанговые патроны, патроны для насадных фрез, переходники под конус Морзе, Велдон блоки и пр. с типами хвостовиков DIN698761, DIN2080, МАS403BT. Это обычный, но качественный инструмент, в котором концентричность между державкой и посадочным местом инструмента составляет менее 0,003 мм. Все державки разработаны с возможностью последующей балансировки и гарантируют уровень балансировки G6,3 при 8 000 об/мин. Кроме того, в последние 2 года вся оснастка серии MONOd’, производится с внутренними каналами подвода СОЖ А+AD+B. (рис.14). Что самое интересное при этом цена на оправки остается практически неизменной, простой цанговый патрон под цангу ERDIN 6499-B стоит 87 Евро, как и 10 года назад. Те, кто сталкивается покупкой или продажей импортного инструмента, знают, что преобладающее большинство зарубежных поставщиков время от времени (1-2 раза в год) повышают цену на свою продукцию и такая стабильность в ценах – завидная редкость.

Директор представительства НПО "Империя металлов" в г. Днепр



Менеджер группы продаж

Руководитель группы продаж

Руководитель группы продаж

Руководитель группы продаж


